
 отправка...
отправка...Технологии селективной обработки плат в контрактном производстве
Селективная пайка
Пайка выводного монтажа — традиционно одна из наиболее затратных и неподконтрольных производственных операций. Настойчивые требования клиентов о сокращении расходов и, в то же время, об улучшении качества и сокращении сроков выполнения их заказов рано или поздно заставят задуматься об оптимизации этой непростой операции.
Во-первых, именно аспекты качества делают селективную пайку незаменимой частью производственного процесса. Там, где четко определены процессы, параметры и их повторяемость, ручная пайка не может быть ни основной технологией, ни даже альтернативной. Результаты ручной пайки практически не могут быть воспроизведены, так как они зависят от субъективных способностей конкретного оператора. Кроме того, эти результаты будут меняться в зависимости от износа наконечника паяльника. И наконец, внешний вид паяного соединения является критичным, так как при инспекции конечных продуктов часто невозможно различить новое паяное соединение от перепаянного повторно.
Второй решающий фактор в пользу установок селективной пайки — их гибкость. В условиях частой смены заказов возможность быстрой переналадки оборудования с сохранением стандарта качества продукции будет огромным конкурентным преимуществом.
Использование специальных защитных паяльных масок, закрывающих SMD-компоненты со стороны пайки и оставляющих открытыми только выводные компоненты, едва ли применимо. Это стандартный способ для работы в системах пайки волной припоя. Разработка и производство таких масок — длительный и дорогостоящий процесс. При условии, что возможны изменения и модификация масок, покупатель несет огромные дополнительные расходы. Работа с масками в производственной среде неудобна: они требуют регулярной очистки.
С точки зрения качества и долгого срока службы продукта еще одна проблема может стать критичной. В процессе пайки волной припоя распыленный флюс часто проникает под защитную маску. Этот флюс в дальнейшем не контактирует с жидким припоем волны. В результате флюсы остаются на печатном узле после пайки волной припоя. Опасность этих остатков флюса заключается в возможном их взаимодействии с остатками пасты из предыдущего SMD-процесса оплавления. В зависимости от условий эксплуатации продукта наличие вредных эффектов в долгосрочной перспективе не может быть исключено.
В этой статье дана оценка преимуществ установок селективной пайки на примере машины PowerSelective немецкой компании Seho.
Решение о выборе технологии селективной пайки
Современные технологии селективной пайки представляют собой четкие и убедительные решения перечисленных проблем. Требуемое количество флюса распыляется очень точно и только в те области, где необходима пайка. Смежные области не будут загрязнены.
Параметры пайки, в связи с программным управлением режимом работы, можно установить индивидуально для каждой точки пайки. Такой высокий уровень гибкости — существенный шаг при достижении полного отсутствия дефектов пайки.
Однако в течение последних нескольких лет разводка SMT-плат все более усложнялась. Новые типы компонентов, выведенные на рынок в последнее время, больше не подходят для пайки волной. Для них пригоден только способ оплавления, так что сегодня 95% используемых компонентов должны быть припаяны оплавлением. Немногие оставшиеся компоненты выводного монтажа можно припаять лишь с помощью селективной пайки.
Поставщик контрактного оборудования сталкивается в работе с самыми разнообразными требованиями заказчика. Растет спрос на печатные узлы, соответствующие стандарту RoHS. Высока вероятность, что в течение какого-то периода производитель должен быть в состоянии поставлять сборки с различными сплавами, как свинцовыми, так и бессвинцовыми. Чтобы достичь этого, у него должно быть либо две установки пайки волной, либо установка должна иметь возможность смены припойной ванны. Выбранная нами для оценки установка PowerSelective имеет несомненное преимущество: она может работать параллельно с несколькими ваннами припоя, содержащими различные сплавы.
Многочисленные испытания в испытательных центрах Seho и заказчиков показали, что качественные паяные соединения получаются с первой попытки, даже на узлах, которые рассматривались первоначально как довольно трудные из-за использования бессвинцового припоя и большой температуры оплавления.
Основные преимущества полностью автоматического процесса селективной пайки — это стабильность и повторяемость, что обеспечивает требуемую воспроизводимость качества продукта без вмешательства оператора.
Степень автоматизации производственных процессов повышается, так как ручные манипуляции сведены к минимуму. Самая высокая гибкость и кратчайшее время цикла обычно реализуются не в системах, интегрированных в производственную линию, а в работающих по принципу производственного острова (ячейки), с одним или несколькими операторами. Загрузка узлов, осмотр места пайки и любые переделки или последующие шаги — все здесь делают операторы. В любой момент число людей в этом процессе может быть увеличено. На практике, однако, даже одного человека зачастую достаточно для полного контроля производственного процесса.
На рис. 1 показаны возможные варианты работы на установке PowerSelective.
")
Рис. 1. Вариант работы установки PowerSelective по принципу производственной ячейки (острова)
Кроме того, установка может быть интегрирована в автоматическую производственную линию с погрузчиками /разгрузчиками. В этом режиме для работы системы и визуальной инспекции оператор не требуется вовсе. Она работает в полностью автоматическом режиме, пока магазины в погрузчике не опустеют.
Концепция установки PowerSelective позволяет одновременную обработку трех узлов в установке. Флюсование, предварительный нагрев и пайка осуществляются одновременно в соответствующих модулях. Время цикла системы, следовательно, сокращается и зависит преимущественно от количества точек пайки. Поскольку расстояние для перемещения узла внутри установки незначительно, расчет производительности системы можно свести к производительности трех вышеуказанных процессов. Общее время производства для низких объемов продукции при широкой номенклатуре по сравнению с традиционной установкой пайки волной припоя значительно короче.

Рис. 2. Технологий пайки:
а) селективная пайка окунанием;
б) селективная пайка мини-волной;
в) пайка волной
Другим преимуществом PowerSelective является возможность совмещения в одной установке трех различных технологий: пайки мини-волной, пайки погружением и пайки волной (рис. 2). С учетом этого количество возможных конфигураций установки действительно велико (таблица).
|
Модуль пайки № 5 |
Пайка мини-волной |
|
Модуль пайки № 3 |
Пайка мини-волной двумя насадками Пайка окунанием Пайка волной припоя |
|
Модуль пайки № 4 |
Пайка окунанием |
|
Комбинация двух модулей пайки № 5 |
Пайка мини-волной (идеальная конфигурация для пайки одновременно свинцовыми и бессвинцовыми припоями) |
|
Комбинация двух модулей пайки № 3 |
Пайка окунанием Пайка волной |
|
Комбинация модулей пайки № 5 и № 3 |
Пайка мини-волной Пайка окунанием |
|
Комбинация модулей пайки № 3 и № 4 |
Пайка окунанием (для различных размеров ПУ) |
Эта особенность установки PowerSelective позволяет назвать ее наиболее гибкой системой на рынке, способной решать самый широкий спектр задач.
В базовой конфигурации установка селективной пайки состоит из флюсователя, системы предварительного нагрева, модуля пайки, конвейера транспортировки спутников, ПК и программного обеспечения. В зависимости от применения и требований производительности дополнительные модули флюсователя и/или подогрева могут быть встроены в систему прямо на предприятии заказчика. В этом случае количество узлов, одновременно обрабатываемых в установке, увеличивается до четырех-пяти и более. Установка нового поколения обеспечивает более высокую производительность и гибкость при одновременном сокращении занимаемой площади и снижении операционных затрат.
Опыт и каждодневная работа показывают, что чем меньше окно процесса пайки, тем больше времени нужно для оптимизации процессов. Чтобы обеспечить безопасный процесс пайки и добиться стабильной повторяемости результатов, требуется строгий мониторинг параметров. Помимо задачи мониторинга температурного профиля на регулярной основе, крайне важно постоянно отслеживать основные операции в работе установки, такие как количественный контроль процесса флюсования, отслеживание процесса пайки (контроль высоты волны, уровня припоя и пр.), распознавание реперных точек и деформированных ПУ. Установка PowerSelective осуществляет все перечисленные операции в автоматическом режиме с трансляцией всех значимых параметров на монитор оператора. Более того, впервые среди подобных установок была интегрирована полноценная система АОИ (рис. 3). Система способна эффективно определять такие дефекты пайки, как недостаточность припоя, перемычки и пропущенные точки пайки, без участия оператора. Уже получены первые положительные отзывы от заказчиков о работе этой системы.
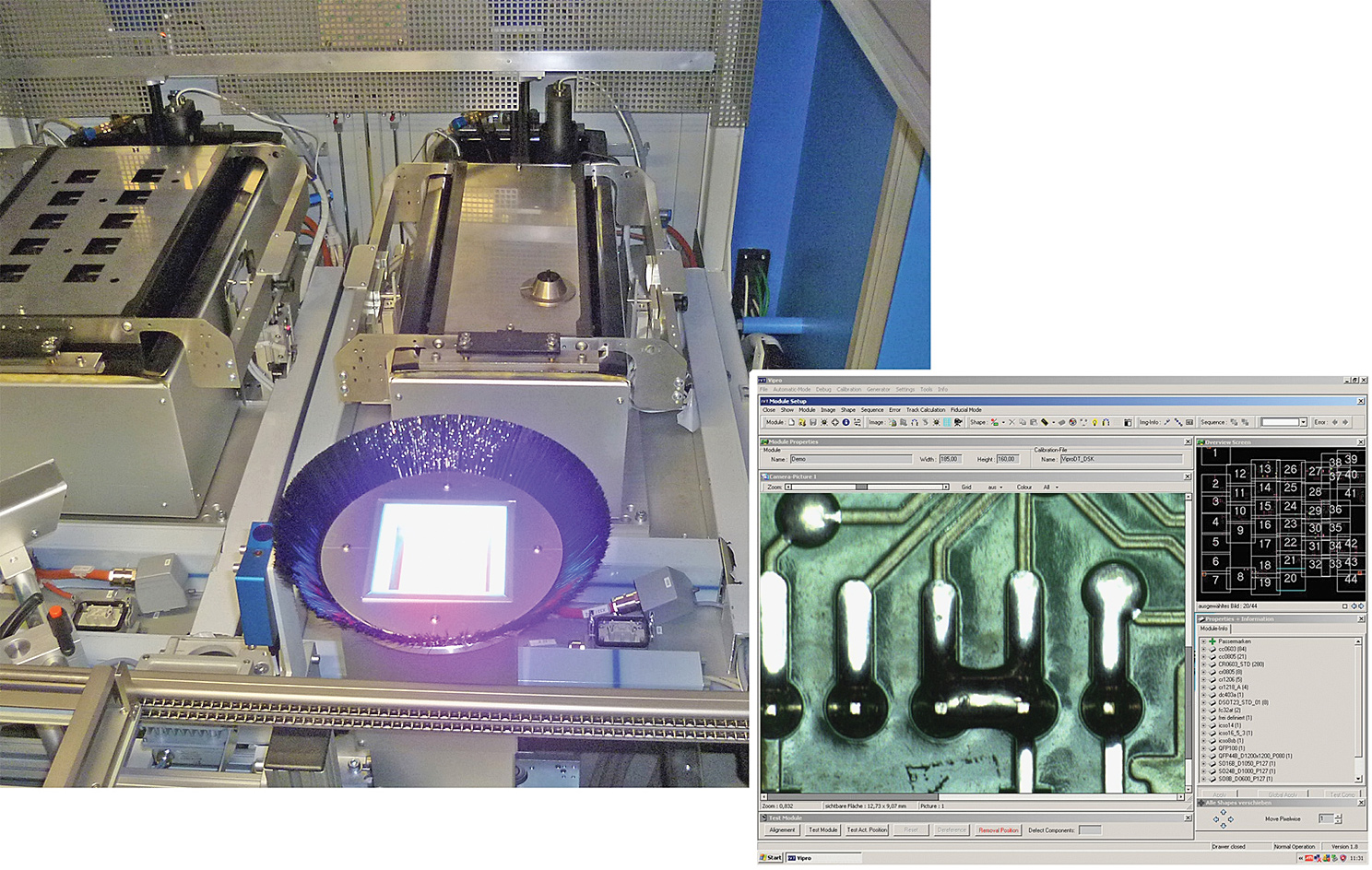
Рис. 3. Полноценная система АОИ в установке PowerSelective
Несмотря на это, чрезвычайно важно иметь на производстве квалифицированный персонал. Надлежащая подготовка и инструкции помогут быстро научиться распознавать, какие показатели процессов наиболее важны, какие профилактические меры необходимы, чтобы сделать процесс пайки стабильным. Опыт, полученный в ходе регулярного производства, ничем не заменить.
Ручная пайка не может обеспечить требуемую степень повторяемости результатов для изделий, для которых необходима высокая надежность эксплуатации, а следовательно — высокое качество изготовления. Эта задача может быть решена при использовании автоматизированного процесса пайки. В случаях, когда эксплуатационные расходы должны быть уменьшены или печатные узлы изготавливаются по смешанной технологии монтажа с высокой плотностью компонентов, установки пайки волной припоя не могут быть надежным решением. Неизбежны более высокие операционные расходы в связи с увеличением количества шлака и необходимостью более частого анализа припоя: частота технического обслуживания будет следствием этого процесса. Высокая стоимость азота, паяльных рамок и переделок из-за большего процента брака должны быть добавлены в расчет. Все эти факторы способствуют переходу от ручной пайки и пайки волной припоя к селективной пайке. Эта технология не только обеспечивает существенное улучшение качества продукта, она также в значительной мере снижает эксплуатационные затраты.
Селективный метод нанесения влагозащитных материалов
На сегодня для контрактных производств технология покрытия влагозащитными материалами представляет собой огромный спектр задач. В авто- и авиастроительной, военной и медицинской сферах используется огромное количество материалов для защиты выпускаемых изделий. Эти изделия имеют разнообразные формы и размеры, начиная от больших материнских плат и сложных мультисборок и заканчивая крошечными печатными платами и отдельными электронными компонентами. В последнее время особенно усилилась тенденция уменьшения размеров выпускаемой продукции, что требует более творческого подхода в дозировании материалов с повышенной точностью и повторяемостью. Поэтому производители оборудования для селективной влагозащиты должны постоянно исследовать и развивать новые технологии и делать их доступными для своих клиентов.
Преимущества селективного метода нанесения влагозащитных материалов
Внедрение в производство автоматических систем нанесения материалов (рис. 4) дает возможность улучшить производственный цикл во многих его аспектах:
- Повторяемость. Автоматизированные системы позволяют избавиться от «человеческого фактора» при нанесении материала. С уменьшением размеров электронных компонентов и увеличением объемов производства повторяемость цикла является главным фактором, влияющим на скорость производства и количество брака в работе.
- Контроль объема наносимого материала и, как следствие, контроль толщины влагозащитного покрытия.
- Снижение расхода материала за счет отсутствия технологических отходов во время производства.
- Снижение брака. Ремонт печатных плат с уже нанесенным влагозащитным покрытием — процесс трудоемкий. Специальное оборудование и программное обеспечение позволяют избавиться от более чем 90% случаев брака, которые до этого присутствовали при ручном процессе.
- Увеличение выпуска продукции. Вследствие вышеперечисленных аспектов на одну единицу продукции тратится значительно меньше временных и трудовых ресурсов, что значительно увеличивает производительность влагозащитного участка.

Рис. 4. Автоматическая система нанесения влагозащитных материалов PVA650 (США)
Нанесение материалов с помощью селективных систем
Рассмотрим более подробно технологию селективной влагозащиты на примере систем производства компании PVA (США). На данный момент селективная технология позволяет наносить на изделие материал любой вязкости: от 1 сП до вязкости паяльной пасты. 1 сП равняется 1 мПа∙с, а вязкость паяльной пасты может достигать значения в 1 200 000 сП. При этом материал можно наносить тремя способами: распылением (рис. 5), прямым дозированием (рис. 6) и шнековым микродозированием (рис. 7).

Рис. 5. Распылительный клапан FCS300-ES

Рис. 6. Клапан прямого дозирования FC100-MS
Распылительный клапан FCS300-ES обеспечивает концентрированное нанесение пленочного покрытия шириной 3,2–12,7 мм. В результате применения FCS300-ES можно получить высокое качество нанесения по краям плат с коэффициентом переноса более 99%. Это единственный в индустрии клапан, который можно применять для всех типов химических составов с практически любым значением вязкости.

Рис. 7. Клапан шнекового микродозирования FCM200
Нанесение двухкомпонентных материалов — особый технологический процесс. Сложность работы с этими материалами обуславливается требованиями к правильным пропорциям, а также зачастую малым временем жизни перемешанного компаунда. Клапан-насос VPX-2K (рис. 8) предназначен для точного дозирования шариков или точек из двухкомпонентных материалов практически любого химического состава с коэффициентом пропорций смешиваемых компонентов до 10:1. Кроме того, высокая точность статических смесителей и возможность работы с малыми объемами позволяют смешивать компоненты микродозами и помогают минимизировать отходы и ненужные продувки.

Рис. 8. VPX-2K — клапан для двухкомпонентного дозирования
Сверхточное нанесение паяльных паст, эпоксидных смол и абразивных материалов можно реализовать с помощью сервоуправляемого шнекового клапана SVX (рис. 9, 10).

Рис. 9. Сервоуправляемый шнековый клапан SVX
Вращением шнека управляет бесщеточный серводвигатель с программируемым датчиком, который обеспечивает 57 000 отсчетов на один оборот, при этом процесс жестко контролируется. Минимальный диаметр дозируемых точек достигает 0,13 мм.
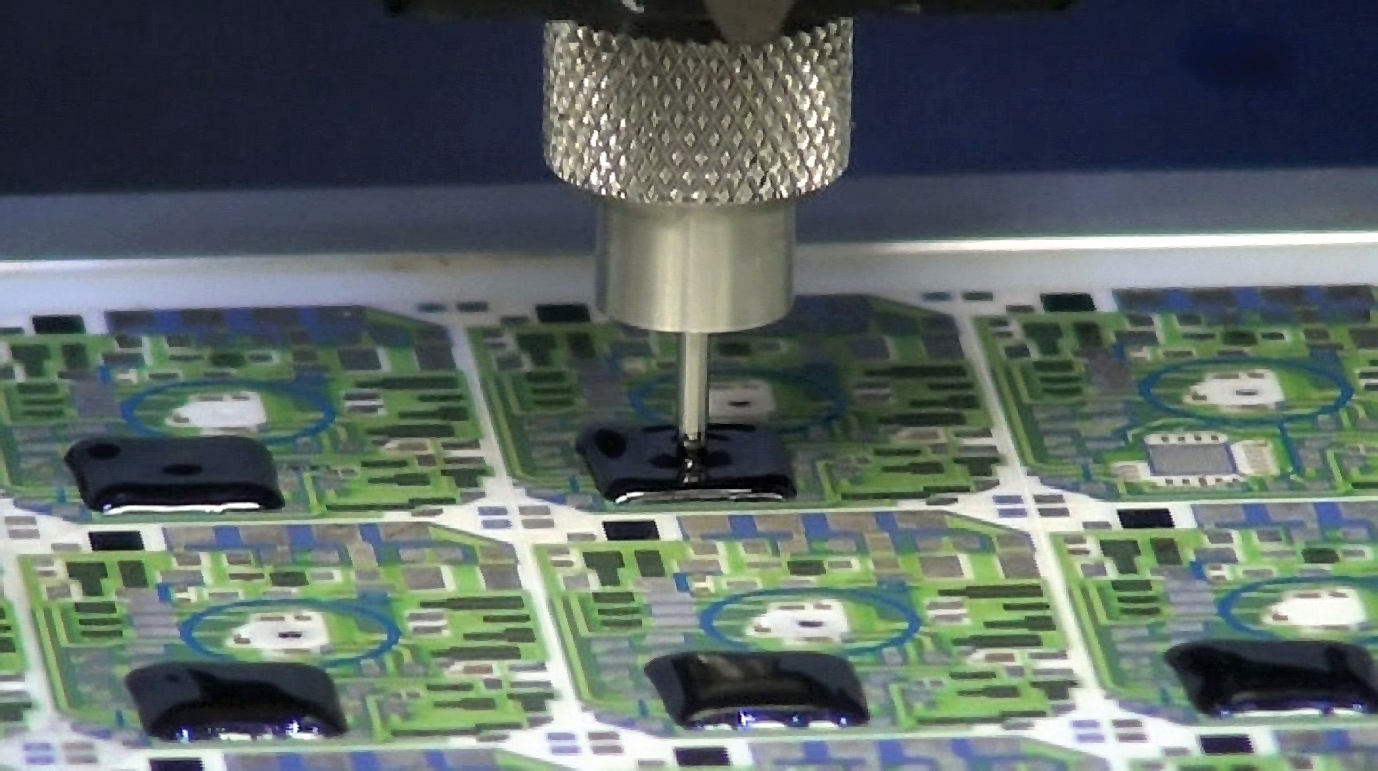
Рис. 10. Пример дозирования клапаном SVX
Автоматические селективные системы способны реализовать нанесение различных материалов в труднодоступные места покрываемого продукта. За счет 4-осевого исполнения (рис. 11) с возможностью поворота клапана обеспечена полная свобода хода клапанов по всему рабочему пространству. Распределительная головка может вращаться на 350°. Распределительный, или распылительный клапан может наклоняться на заданный угол и вращаться. Это чрезвычайно важно в тех случаях, когда покрытие должно быть нанесено на все стороны или под компонент. Стандартная функция — наклон в одну или две стороны, что позволяет обработать только одну или две стороны компонента. Четвертая ось является полностью программируемой, есть возможность ускорения и замедления хода прямо в ходе рабочего процесса.
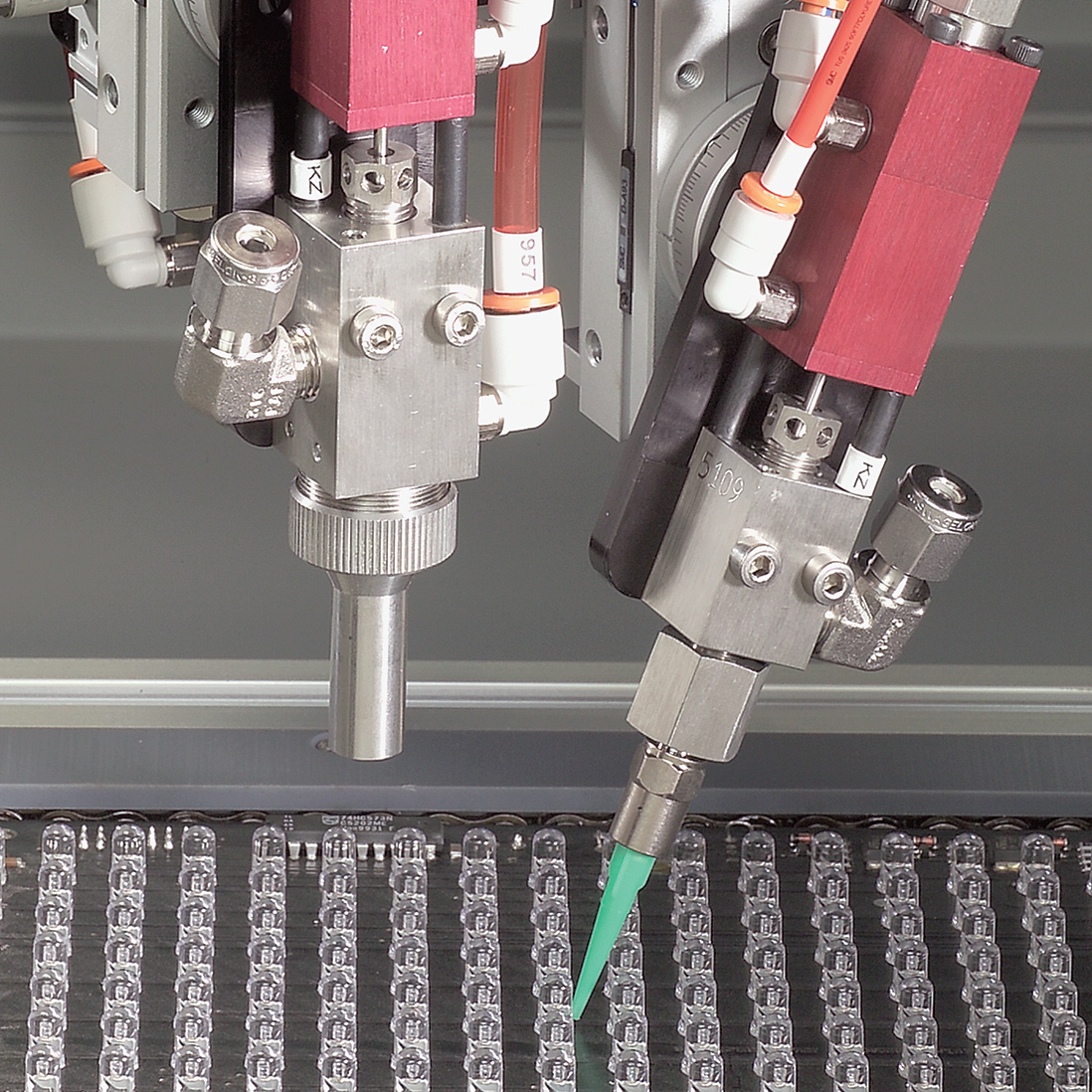
Рис. 11. Четырехосевое исполнение с возможностью наклона клапанов в системах PVA
Контроль качества
Возможность контролировать большинство параметров прямо в процессе производства позволяет значительно повысить производительность, а также разгрузить участок технического контроля. Для контрактных производств этот аспект имеет особое значение в силу разнообразия технических заданий.
Контроль качества покрытия можно разбить на несколько этапов. Первый и самый важный — визуальный контроль. Чтобы исключить «человеческий фактор», компания PVA устанавливает в своих системах многофункциональные камеры (рис. 12). Они позволяют совместить процесс нанесения влагозащитного покрытия с процессом контроля качества. Камера используется для подтверждения присутствия или отсутствия покрытия в критических областях. Для удобства области инспекции полностью программируются, и в комплект включена мощная УФ-лампа. Эта опция предназначена для использования с покрытиями, которые светятся под ультрафиолетовым светом. Также немаловажным моментом является то, что эту камеру можно использовать и для программирования со считыванием реперных знаков печатных плат.
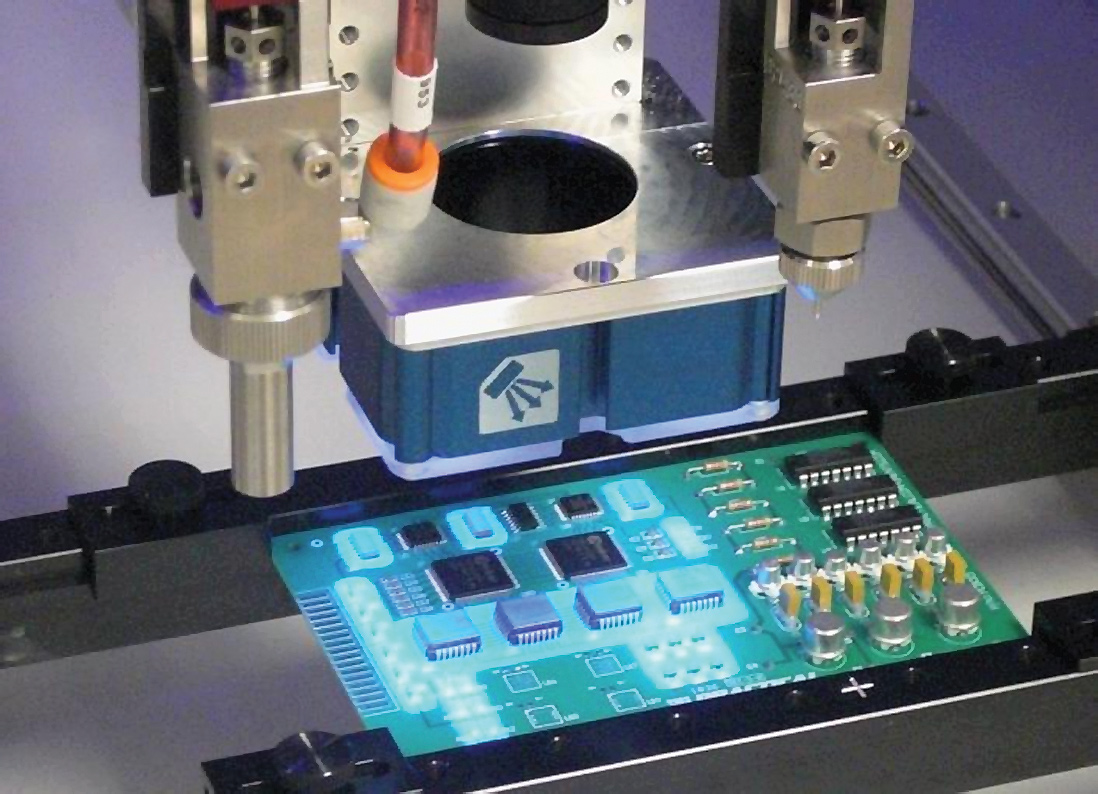
Рис. 12. PVA-камера для инспекции качества покрытия ПП
Второй этап — контроль толщины влагозащитного покрытия. Его можно реализовать с помощью учета расхода материала на одно изделие. Расходомеры (рис. 13) встроены в систему подачи материала и рассчитывают его объем, потраченный за цикл. Поскольку материал проходит через расходомер, объем рассчитывается переводом количества соответствующих пульсаций устройства. Эта информация после каждого цикла выдается на экран, расположенный на передней панели.

Рис. 13. Расходометр PVA
В целях оптимизации в программе задан определенный объем. Если он в течение цикла выходит за указанные пределы, оператору подается сигнал о неисправности. Установка работает эффективно при выполнении запрограммированных данных. Информация об объеме израсходованного материала может сохраняться на персональном компьютере или время от времени преобразовываться в графики. Помповые расходомеры используются только для жидких материалов. Расход вязких материалов, например RTV (герметик, вулканизирующийся при комнатной температуре), контролируется с помощью расходомеров с зубчатой передачей.
Для более качественного контроля есть возможность установки лазерного датчика. Бесконтактный лазерный датчик высоты компании PVA (рис. 14) обеспечивает точное измерение расстояния до цели с помощью отражающей лазерной тригонометрической съемки. Лазер имеет широкий рабочий диапазон и высокое разрешение (0,01 мм). С помощью лазерного датчика можно проверить высоту подложки и автоматически настроить траекторию программы для учета небольших изменений из-за деформации и производственных дефектов. Лазерный датчик высоты можно также использовать для проверки толщины или шариков покрытия, обнаружения пустот или автоматического выбора траектории программы.

Рис. 14. Лазерный датчик высоты PVA
Заключение
Сегодня автоматизированные системы селективного нанесения материалов PVA являются высокотехнологичным решением в сфере влагозащиты печатных плат. За счет 4-осевого исполнения и возможности выбора клапанов под любые виды материалов можно решить самые сложные технические задачи. А проведение контроля качества без остановки производственного процесса значительно увеличит количество выпускаемых изделий.
В свете современной тенденции к увеличению плотности монтажа печатных плат и уменьшению размеров электронных компонентов селективные технологии завоевали популярность во всем мире. Гибкость в производстве, снижение расхода материалов, высокая повторяемость и значительное снижение количества брака — все эти факторы говорят в пользу выбора селективных технологий. Внедрение этих технологий в производственный цикл значительно увеличивает производственные ресурсы компании.
 25 сентября, 2021
25 сентября, 2021 14 января, 2022
14 января, 2022 8 февраля, 2022
8 февраля, 2022